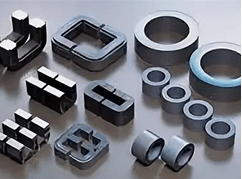
A wound transformer core is a magnetic core made by winding a continuous strip of grain oriented silicon steel, amorphous alloy, or nanocrystalline material into a toroidal (doughnut shape) or C-core shape, and is used in transformers and inductors in a wide range of power electronic applications.
Wound cores avoid the use of punched piece laminated cores, and hence eliminate the air gaps at the butt joints, and also provide a continuous grain structure aligned with the flux, thus greatly diminishing the core loss and magnetising current. Wound cores are commonly used in distribution transformers, SMPS, current transformers, audio transformers, and motor drives where compact size and efficiency are important.

The wound core is produced by tightly winding a constant thickness (0.1 – 0.35mm) strip of soft magnetic metal around a mandrel. The winding tension is controlled so that the domains of the material remain aligned along the easy access.
This results in a core in which flux is conducted wholly in the grain direction thus reducing hysteresis and eddy current losses in comparison to punched laminations.
| Parameter | Value / Range |
| Core Material | Grain-oriented Si-steel (M4, M5, M6), amorphous alloy, nanocrystalline |
| Strip Thickness | 0.10 mm – 0.35 mm |
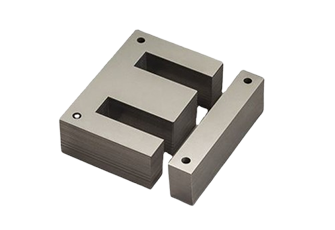
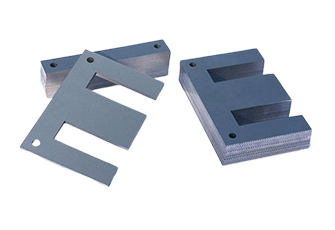
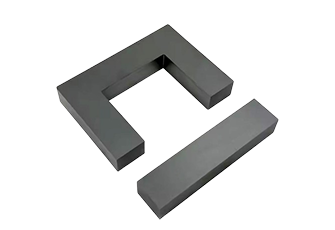
| Core Geometry | Toroidal, C-core, UI-core, EI-wound |
| Maximum Flux Density (Bmax) | 1.5 T – 1.7 T (Si-steel); 1.2–1.3 T (amorphous) (verify with manufacturer) |
| Core Loss (W/kg at 50 Hz, 1.5 T) | 0.8 – 1.1 W/kg (M4 grade) (verify with manufacturer) |
| Operating Frequency | 50/60 Hz up to 200 kHz (material dependent) |
| Operating Temperature Range | -40°C to +150°C |
| OD Range | 20 mm – 600 mm (toroidal); custom sizes available |
| Window Factor | 0.25 – 0.40 typical |
| Stacking Factor | ≥ 97% (wound vs. ~95% for laminated) |
| Surface Treatment | Epoxy coating, varnish, Mylar tape |
| Certifications | IEC 60076, UL, CE, RoHS compliant (verify per model) |

Wound transformer cores are called for where low losses, small geometry or operation at high frequency are key considerations. They provide the power conversion for engineers of many disciplines.
Common applications include:
The correct aspect of a wound transformer core is found by balancing these four parameters: Power Rating, Operating frequency, Loss budget, Physical envelope.
Outer diameter (OD), inner diameter (ID), height (HT), strip width, and mean magnetic path length (MPL). As well as a dimensional drawing or transformer power and frequency specifications for selection support.
Available upon request: custom gap grinding, epoxy coating, copper foil shielding, banding.
| Feature | Wound Core | Stamped Lamination Core |
| Core loss (W/kg, 50 Hz) | 0.8 – 1.1 | 1.2 – 1.8 |
| Stacking factor | ≥ 97% | 93 – 95% |
| Magnetizing current | Low | Medium to High |
| Mechanical air gap | None (continuous) | Present at butt joints |
| Audible noise | Very low | Low to moderate |
| Winding ease | Toroid: complex; C-core: easy | Easy (bobbin) |
| Material utilization | High (no scrap) | ~75–80% (die punching) |
| Geometry flexibility | Toroid, C-core, UI-core | EI, UI, EE, cut core |
| Frequency range | Up to 200 kHz (material dep.) | Typically 50/60 Hz |
| Cost at low volume | Higher | Lower |
| Cost at high volume | Competitive | Competitive |
Guidance: Wound cores are preferred for applications that require a high level of energy efficiency and/or EMI performance, or where the operating frequency exceeds 400 Hz. For commodity 50/60 Hz transformers where no specific loss goal is set, stamped laminations will typically be the lowest-cost choice.